工場の圧縮空気設備の計測診断(その1)の深掘りで最適な圧縮機システムを策定
省エネ診断では、圧縮機の消費電力および空気槽などの圧力を測定するのが一般ですが、圧縮機系統に無駄が多くあると見込まれる場合は、もう一歩踏み込んだ圧縮機の吐出流量を測定する計測診断を行い、省エネ支援をしています。
【計測診断事例】
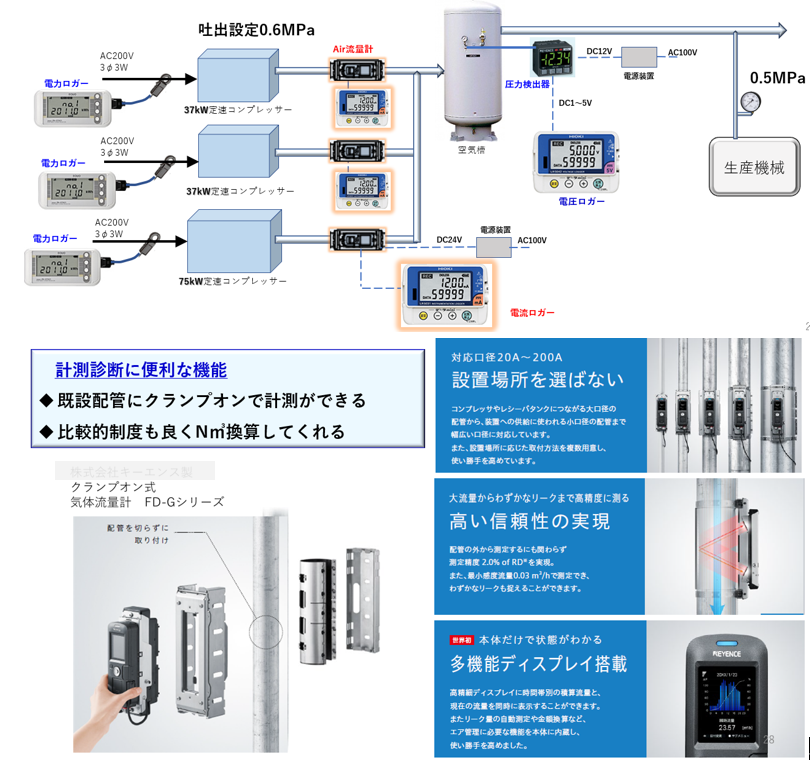
各コンプレッサの吐出Air流量を超音波式流量計と電流ロガーで計測します。(計測周期1min毎)
【測定結果から分かったこと】
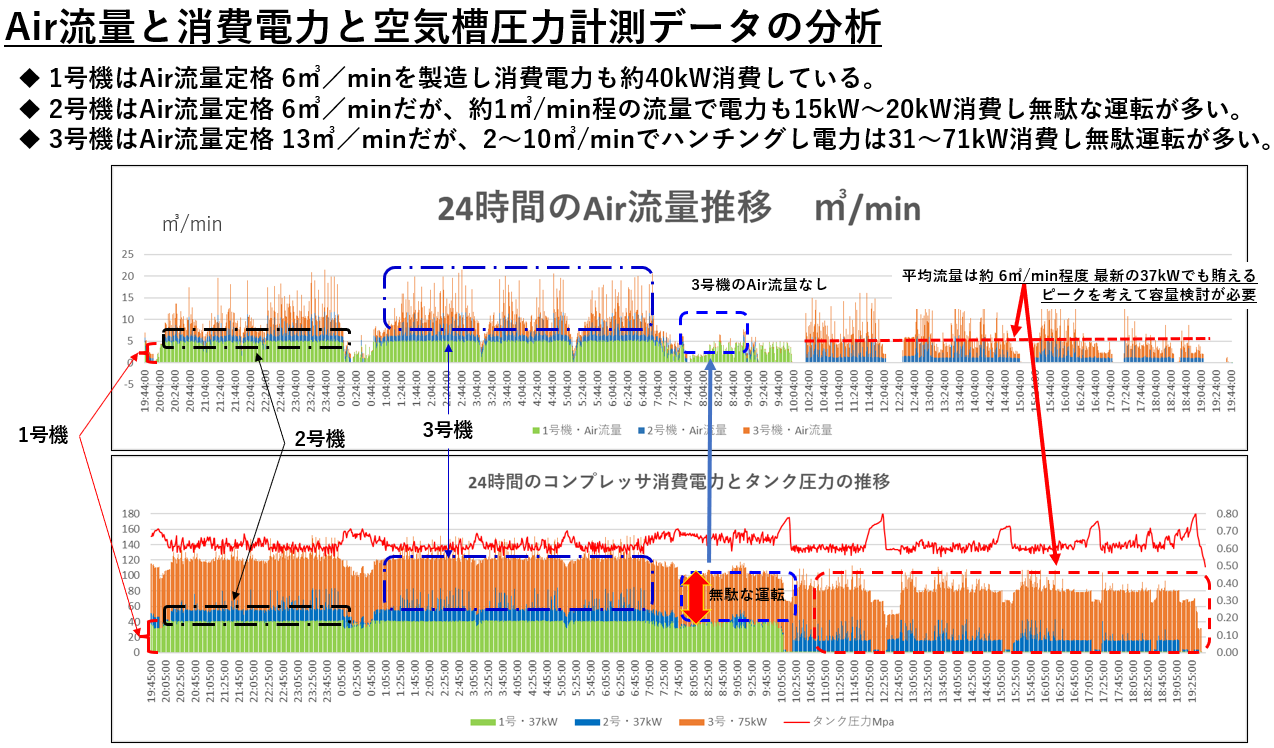
1号機(定速機37kW)は、定格状態で運転している。 2号機(定速機37kW)は、ミニマム流量近傍運転しているが、消費電力は15~20kW。 3号機(定速機75kW)は、流量も電力も大きくハンチングして、エネルギーロスの要因。
【診断結果を反映した対策案】
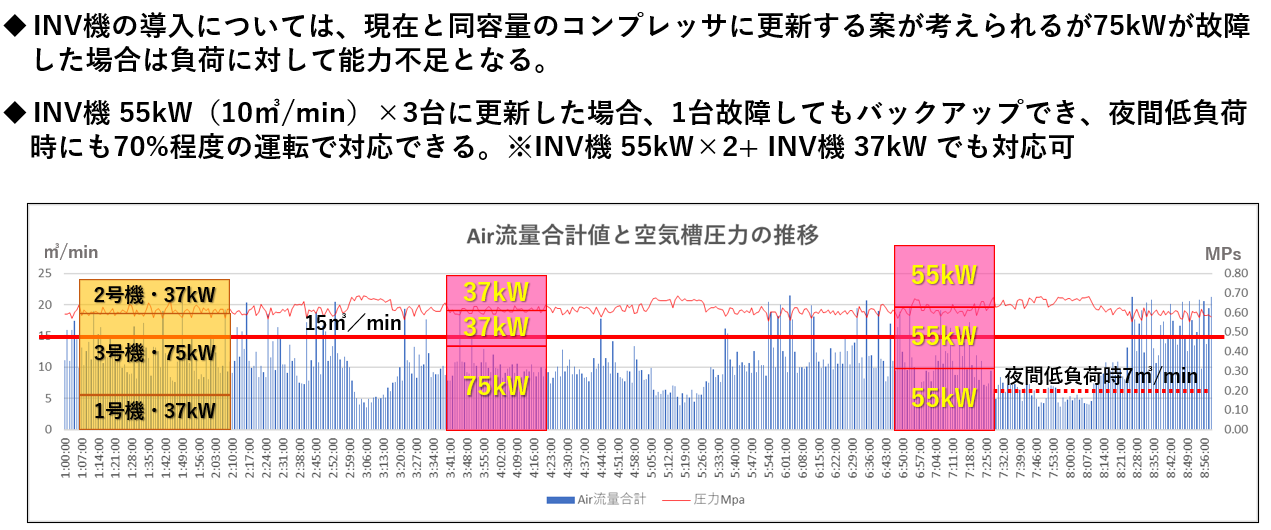
インバータ式55kW機3台に更新することを提案。 省エネ効果:圧縮機のエネルギー消費量35%削減、CO2削減量 161t/年、 ランニングコスト392万円/年